
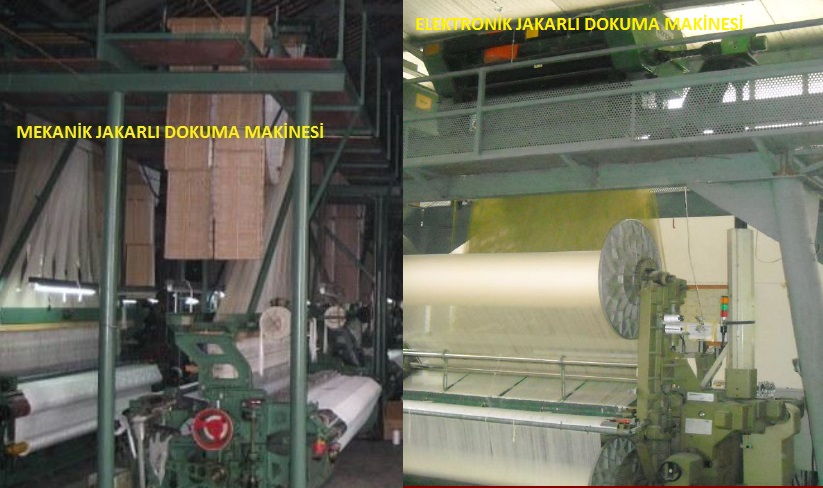
Ağızlık açma sistemleri içinde en üst seviyeyi jakarlı ağızlık açma makineleri temsil etmektedir. Bu makinelerde en karmaşık desenleri, resimleri veya manzaraları dokuyabiliriz. Bu geniş desenleme imkânı, sistemin çok fazla sayıda çözgü ipliğine ayrı olarak hareket verebilmesinden kaynaklanmaktadır. Jakar sistemi diğer sistemlere oranla değişik bir yapı gösterir. Eksantrik, armür sisteminde ağızlığın oluşumu için çözgü ipliklerine çerçeve gruplarınca hareket verilir. Jakar sisteminde ise ağızlığın oluşumu için platinlere bağlı malyon gruplarıyla kumanda edilir. Bu nedenle jakar sistemi desen yapma olanakları açısından eksantrik ve armür sistemlerine göre çok büyük desen gruplarının dokunmasına imkân sağlamaktadır.
- 1-Dokuma tezgâhı jakar makinesine hareket verir.
- 2-Jakar makinesi çalışarak maylonlar aracılığı ile dokuma tezgâhına ağızlık açar.
Jakarlı ağızlık açma sisteminde iki temel hareket vardır:
1-Tomruğun sağ sol hareketi:
Atılan her atkıda bir miktar dönerek kartonu hareket ettirir. Ayrıca tomruk iğnelere doğu kartonları iterek kartonun okunmasını sağlar.
2-Bıçakları aşağı yukarı hareketi:
İğneler ve platinlerden aldığı hareketi malyon ipliklerine ve dolayısıyla gücülere ileterek ağılığı açılmasını sağlar. Aşağıda jakar makinesinin ana elemanları görülmektedir.
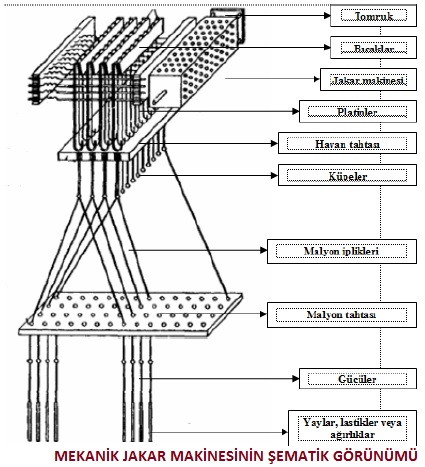
- Üzerinde iğneler veya platin sayısı kadar delik bulunan dörtgen, altıgen veya yuvarlak (silindir) şeklinde olan parçadır. Görevi, jakar desenine göre delinmiş bulunan kartonları her atkı için bir sonraki okunacak harekete hazır hâle getirilmesidir.

- Jakar kartonu çözgü ipliklerinin istenilen şekilde hareket etmesi amacıyla iğnelere hareket veren ve üzerine desene göre delik delinen, çalışmaya elverişli plastik veya kâğıtlardır. Genel özellikleri bakımında iki türü bulunmaktadır. Bunlar parçalı ve sonsuz kartonlardır.
- Her atkı için ayrı bir karton olup bu parçalar birbirine dikilip sonsuz hâle getirilerek kullanılır. Kullanım sırasında ve delim sırasında birçok sorun oluşturmaktadır.
- Desende kullanılan bütün atkılar aynı karton üzerine delinerek kullanılır. Bu kartonun hem delim aşamasında hem de çalışma aşamasında kullanımı kolaydır. Sonsuz karton için plastik veya kâğıt malzeme kullanılmıştır.

- Kartondaki dolu ve boş noktalara göre platinlere hareket veren parçalardır. Eski jakarlarda tek grup iğne varken günümüz mekanik jakarlarında çelik iğne, faturalı iğne ve uzun iğne olmak üzere üç çeşit iğne kullanılmaktadır. Uzun iğnelerin arkasında, geriye itildiklerinde sıkışan baskı kalktığında tekrar eski yerine iten yaylar vardır. Bu yaylar yay kutusu içine toplanmıştır. İğneler, platinlere göre dik, jakar makinesine göre yatay konumda yer alır.
- Jakar makinesinin temel elemanıdır. İğneler yardımıyla üst kısımları sağa sola hareket edebilir. Örgüde dolu (çözgü yukarıda) ise bıçakları etki alanında kalır veya örgü boş ise (çözgü aşağıda) etki alanından itilir. Eski tiplerde tek kancalı yeni makinelerde çift kancalı modeldedir. Jakar üzerindeki platin sayısı jakar kapasitesini gösterir.
- Ağılı açılabilmesi için çözgü ipliklerinin yukarı kaldırılması gerekir. Daha öce bahsedildiği gibi çözgü ipliklerinin yukarı kaldırılmasını platinler ve buna bağlı olan malyon iplikleri yapar. Kısaca ağılı aça, platinlerin yukarı kaldırılması ile sağanı. Platinlerin yukarı hareketini sağlayan jakar elemanına bıçak denir. Jakar makinesinde platin sırası kadar bıçak vardı. Bu bıçaklara tek yerden hareket vermek ve hareket bütünlüğü sağlamak amacı ile çerçeve biçiminde bir araya toplanmıştır. Buna bıçak tablosu denir. Bıçak tablosu, bıçak eksantriğinden aldığı hareketle jakar iskeleti içinde aşağıdan yukarı hareketle platinleri kaldırır indirir. Kullanım yerlerine göre tek bıçak tablosu jakar makineleri olabileceği gibi birbirinden farklı zamanda hareket eden yani, biri aşağıdan yukarı doğu çalışırken diğeri yukarıdan aşağıya çalışan iki adet bıçak tablosu olan jakar makineleri de vardır. Tek bıçak tablolu makinelerde, tek kancalı platinler kullanılır. Platinlerin kancası bıçağa dönüktür ve onun hareket alanı içindedir. Ayrıca çift bıçak tablolu jakar makineleri diğerine nazaran daha verimlidir.

- Üst harnıç da denir. Platinleri taşıyan ve üzerinde küpe delikleri bulunan tahtadır. Havan tahtası platinlere dayanak olmakla birlikte onların dengesini sağlar. Bazı jakarlarda hareketli, bazılarında sabittir. Hareketli olanlarda ağızlık açılması sırasında aşağıya doğru inerek düzgün ağızlık açılmasını sağlar.
- Malyonların ve küpelerin rahat çalışabilmesi için cam çubuklardan yapılmış ızgaralardır. Malyon iplikleri bu ızgaralarda yönlenir. Bunların bir diğer görevi de malyon ipliklerini korumak ve aşınmasını önlemektir.
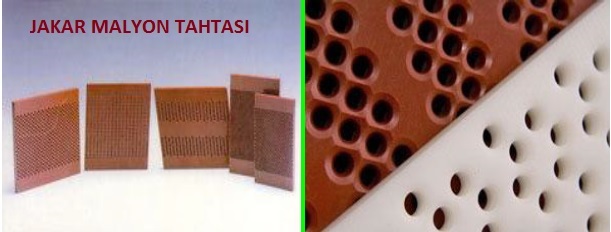
- Alt harnıç veya dizim tahtası da denir. Malyon tahtası kumaşın enini ve sıklığını tayin eder. Üzerinde malyon ipliği sayısından daha fazla delik vardır. Her delikten bir malyon ipliği geçer. Yapılan malyon dizimleriyle, çözgü yoğunluğu ve kumaş üzerinde desenin kaç rapor olduğunu belirler.
- Malyon iplikleri ile platinleri birbirine bağlar. Dizim değişimlerinde ve aşınma durumlarında malyonların platinlere direkt olarak bağlanması güçtür. Bu durumda küpeler büyük kolaylık sağlar. Metal veya plastikten yapılmışlardır.
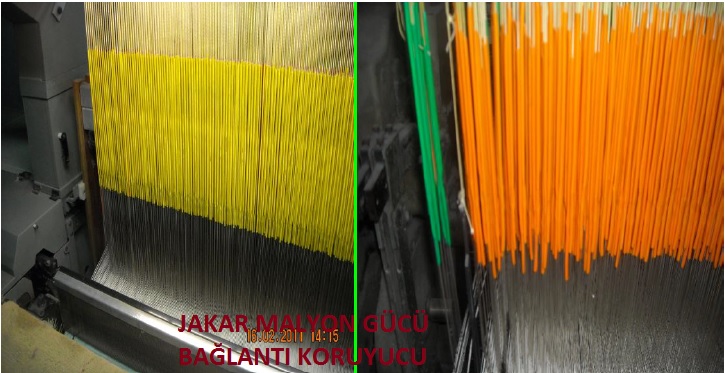
- Çözgü ipliklerinin sistemli olarak bir kısmının yukarıda bir kısmının da aşağıda kalmasını sağlayan ve platinlerden hareket alan jakar elemanlarıdır. Alt kısımlarında gücü telleri bulunur. Keten ipliği olarak da isimlendirilir.
- Naylon, misine ya da örme iplik olarak hazırlanır.
- Sürtünmeye karşı dayanıklıdır.
- Malyon tahtasından geçen iplikler, gücü tellerinin üst tarafından bağlanır. Yapılan bu bağlantılar yoğunluktan dolayı birbirlerine sürtünür. Bu sürtünmelerin azaltılması ve takılmaların önlenmesi için bağlantıların üzerine hortumlar geçirilerek malyon ipliklerinin gücü tellerine kolay ve sağlıklı şekilde bağlanmaları sağlanır.
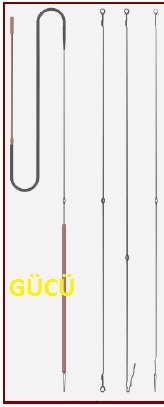
- Gücü telleri çözgü ipliklerinin ağızlık açmasını sağlayan ortalarındaki gücü gözlerinden çözgülerin geçirildiği teldir. Alt kısmından ağırlıklara, yaylara veya lastiklere üst kısmından da malyon ipliklerine bağlanır.
- Örgüye göre yukarıya kalkmış olan gücü tellerini ve malyonları tekrar aşağıya çekmeye yarayan jakar parçasıdır. Bu parçalar çözgü ipliklerinin kalınlığına ve dokuma türüne göre değiştirilir. Üç çeşit geri çekme elemanı vardır.

- Malyon tahtasından geçen iplikler, gücü tellerinin üst tarafından bağlanır. Yapılan bu bağlantılar yoğunluktan dolayı birbirlerine sürtünür. Bu sürtünmelerin azaltılması ve takılmaların önlenmesi için bağlantıların üzerine hortumlar geçirilerek malyon ipliklerinin gücü tellerine kolay ve sağlıklı şekilde bağlanmaları sağlanır.
- Gücü telleri çözgü ipliklerinin ağızlık açmasını sağlayan ortalarındaki gücü gözlerinden çözgülerin geçirildiği teldir. Alt kısmından ağırlıklara, yaylara veya lastiklere üst kısmından da malyon ipliklerine bağlanır.
- Örgüye göre yukarıya kalkmış olan gücü tellerini ve malyonları tekrar aşağıya çekmeye yarayan jakar parçasıdır. Bu parçalar çözgü ipliklerinin kalınlığına ve dokuma türüne göre değiştirilir.
- Bunlar: demir çubuklar (ağırlıklar), lastikler ve yaylardır.
- Mekanik jakar sisteminde her atkı için çözgü telleri jakar kartonu üzerine delikler açılarak desen yazılır.
- Yukarıda kalması gereken çözgü ipliği için karton üzerinde delik açılır.
- Jakar kartonu tomruk üzerinde bulunur.
- Tomruk her atkı atıldığında bir tur dönmektedir.
- Tomruk her dönüşünde iğnelere doğru hareket ederek kartonun iğneler tarafından okunmasını sağlar.
- Delik olmayan yerlere temas eden iğneler ise kartonun hareketi ile itilir.
- Kartondaki deliklere gelmeyen iğneler sağa doğru kayar kendilerine bağlı platinleri de sağa iter.
- Böylece bıçakları hareket alanının dışına çıkarır.
- Sağa doğru itilen platinlerin karton baskısı kalktığında tekrar yerine gelmesi, platinlerin esnekliği ve iğnelerin arka uçlarında bulunan yaylarla gerçekleştirilir.
- Kartonlardaki deliklere gelen iğneler ve bağlı bulunan platinler ise yerlerinden oynamadıkları için bıçakların hareket alanının içinde kalarak ağızlık oluşturmak üzere konumlanır.

- Bunun için desen kartonuna, yukarı kalkması istenen çözgülerin platinleri ve iğneleri için delik açılır.
- Aynı şekilde atkının altında kalması istenen çözgü telleri için kartonun ilgili yeri delinmez.
- Jakarlı dokuma makinelerinde ağızlığın açılması bu şekilde gerçekleştirilir.
- Yukarıya kaldırılan çözgü ipliklerinin aşağı konumlarına tekrar gelmeleri ise geri çekme elemanları tarafından gerçekleştirilir.
- Bu tip jakar makinelerinde makinenin her devrinde bir atkı atılır.
- Hızlarının düşük olması ve fazla güç gerektirdiğinden dolayı bu tip jakar makinelerinin kullanımı yok denecek kadar azdır.
- Bu tip jakarlarda her çözgü ipliği için bir iğne ve bir platin bulunmaktadır.
- Her iğne bir platini kontrol etmekte ve yay kutusundaki bir yay vasıtasıyla desen silindirine doğru itilmektedir.
- Bu makinelerde rapordaki her çözgü ipliği için bir iğne ve bir kanca bulunur.
- Şekilde görüldüğü gibi her iğne bir kancayı kontrol etmekte ve yay kutusundaki bir yay vasıtasıyla desen silindirine doğru itilmektedir.
- Bir kanca dizisini kaldırmak için bir bıçak olması ve örneğin 600’lük bir jakarda 12 bıçağın bulunması gerekmektedir.
- Bıçakların tek olarak hareketlenmesi kranktan ya da zincir ile krank milinden tahrik edilir. Bıçaklar ve bağlı bulunduğu sistem her atkı için düşey olarak bir defa aşağı yukarı hareket eder.
- Kartlar birbirlerine dikilerek bağlanmışlardır.
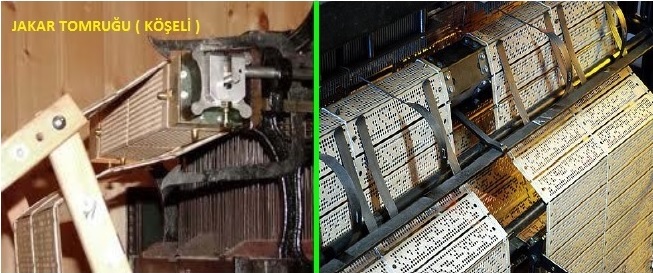
- Tomruk denilen desen kartının dönmesini sağlayan eleman dört köşeli olarak görülmektedir.
- Ayrıca tomruklar silindir, dörtgen veya altıgen şekillerde imal edilmektedir.
- Desen kartonu tomruk tarafından iğnelere doğru itildiği zaman karşısında delik olan iğne buradan içeri gireceğinden bastırılmayacak ve buna bağlı olan kanca konum değiştirmeyeceği için bıçağa takılarak yukarı kaldırılacaktır.
- Kancanın kontrol ettiği çözgü iplikleri de atılacak atkı için yukarı kalkmış olacaktır.
- Eğer iğnenin karşısına denk gelen delik delinmiş ise tomruk sola doğru geldiğinde bu iğne bastırılacağı için ilgili kancayı da sola doğru iterek bıçak yolundan çıkaracaktır.
- Bıçak yukarı hareket ederken kancaya takılmadığından bu kanca ve kontrol ettiği çözgü iplikleri aşağıda kalacaktır.
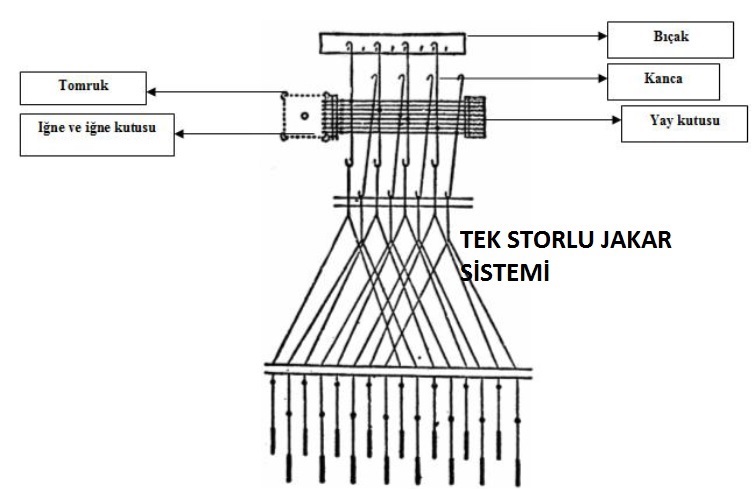
- Tek stroklu jakar makinelerinde genellikle altta kapalı ağızlık oluşur.
- Makinenin her devrinde iki atkı atılır.
- Dokuma makinelerinde en çok kullanılan jakarlı ağızlık açma çeşididir.
- Her biri ayrı şaseye monte edilmiş iki bıçak grubu bulunmaktadır.
- İki şase, zıt yönde ve iki atkılık kurs içerisinde yukarı aşağı hareket etmektedir.
- Bu makinelerde her iğne iki kancayı kontrol ettiğinden 600’lük bir jakarda 1200 kanca bulunmaktadır.
- Tek stroklu jakardaki boşa harcanan enerji bu makinelerde daha azdır. Makinenin hızı daha yüksektir.
Jakar kartonları, iğnelere hareket vererek istenen örgü raporuna göre çözgü ipliklerinin aşağı yukarı hareket etmesini gerçekleştirir ve ağızlık açılmasını sağlar. Jakar kartonları bu işlevi görebilmesi için makinelerde desene göre delinir. Kartonlar mekanik ve elektronik olarak iki şekilde delinir.